Managing air quality in weld cells
In robotic welding environments, fume levels rise as production volume increases

Pre-engineered robotic welding cells make automation available for a wide range of applications. Installing robots in facilities of all sizes can boost productivity by increasing weld speed, efficiency and quality. They also reduce cycle time by allowing a single operator to fixture the next piece while the robot welds. Be aware, though, as production volume increases, so does the level of fume that the process generates.
Assessing fume collection requirements is an important part of the planning process before you install robotic equipment. Engineering the fume removal equipment in advance of installing the weld cells allows you to accommodate the system requirements and space needed for the specific application.
Robotic weld cell suppliers often offer packaged fume collection integrated into the robotic system, sizing the collector appropriately for the cell. But many times, it is the end user’s responsibility to find the right fume collection system. If you already have a high-efficiency fume collector in place, you may be able to add on to this system, if it has a modular design that allows you to increase capacity with additional filtration modules. But if the collector has a welded construction, its size is fixed, you likely will need to replace it with a system designed for the increased production of weld fume.
Sizing the fume collection system
Traditionally, fume collection equipment size is based on guidelines from “Industrial Ventilation: A Manual of Recommended Practice” from the American Conference of Governmental Industrial Hygienists® (ACGIH®). Airflow requirements under these guidelines are quite high, averaging 100 feet per minute (FPM) per square foot of hood opening. In robotic cell applications, where floor space is often very tight, following this guideline can result in a fume collector that is unnecessarily large and costly.
A more cost-effective strategy is to use the smallest possible collector to capture dust and fumes from the process, while still meeting air quality requirements for the metal fume your application generates. It is preferable to capture fumes and dust at their source to prevent them from expanding throughout the plant. This is accomplished by incorporating extraction arms, hoods or enclosures into the process application. Source capture is extremely effective in robotic welding.
For safe operation, a robotic weld cell is designed as a relatively enclosed box. To determine if you might be able to downsize your dust collection system, measure the cubic footage of the cell, calculate the volume of air inside, and then calculate the size of the collector according to the rate of air exchanges needed.
Determining the correct rate of air exchanges depends on several factors. First, you must clear airborne contaminants from the box before the indexing wall spins around on its axis. Otherwise, the rotating wall will propel smoke and fumes toward the operator. Next, consider the type of material you are welding. Welding galvanized steel, for example, is an inherently smoky process and requires a fume collector that can handle this level of pollutant.
Determining filtration efficiency
OSHA has established permissible exposure limits (PELs) based on eight-hour time-weighted average (TWA) for hundreds of dusts, including the numerous metals contained in welding fumes. OSHA PEL requirements determine the minimum level of filtration efficiency for your fume collector. Keep in mind that workers can experience fume-related health problems even if your facility complies with the OSHA requirements. If this happens, you may need to set even lower exposure limits to maintain employee health and safety.
Performing a dust hazard analysis is the best way to evaluate your facility's risk for employee exposure. Get to know your dust by completing dust explosivity testing, having an industrial hygiene or environmental engineering assessment performed, and conducting a dust analysis to identify all characteristics of the dusts you generate. OSHA’s General Duty Clause, Section 5(a)(1), stipulates that it’s an employer’s responsibility to identify and abate hazards in the work place.
In addition to conducting an industrial hygiene assessment, it is important to analyze other dust characteristics to determine the best dust collection system and filters for your operation. Key dust properties include particle size, dust shape, gravity, moisture level and abrasiveness. Understanding these components contributes to the optimal design of dust-control equipment.
Using primary and secondary filters
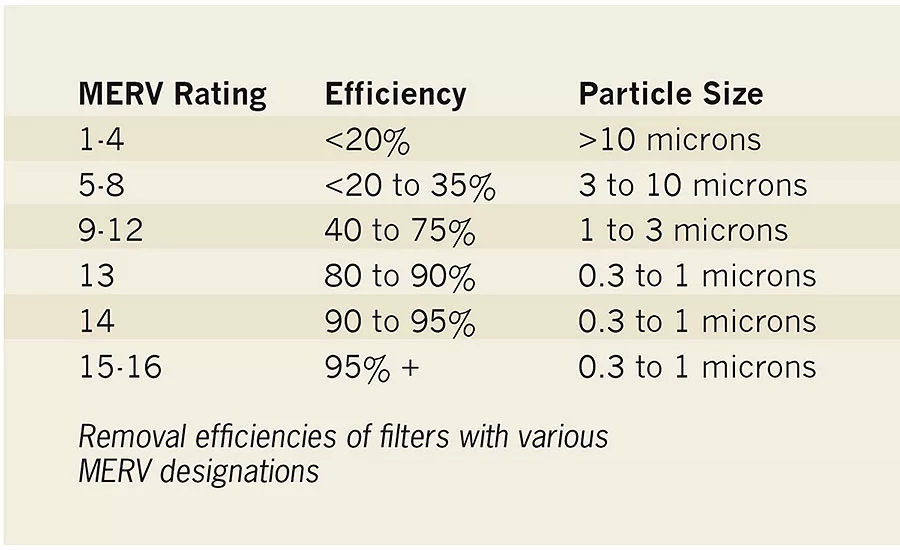
The best way to reduce workers' exposure to hazardous dusts and fumes is to install a dust collection system with high-efficiency primary cartridge-style filters and secondary HEPA safety monitoring filters. Primary cartridge filters are measured by gravimetric analysis, which is based on particle capture by weight. For example, filter efficiency might be stated as 99.995% on particles of 0.5 microns or larger by weight. The efficiency of a secondary HEPA may be expressed as a Minimum Efficiency Reporting Value, or MERV, based on a scale from 1 to 16, with MERV 16 being the highest efficiency. Therefore, a high-efficiency system will have a primary filter that exceeds 99.99% at 0.5-micron particle by weight and secondary HEPA filters rated up to MERV 16.
Bottom line
Managing fumes in robotic welding is necessary for the well-being of employees and to achieve regulatory compliance. A dust collector system designed specifically for your operation and containing high-efficiency cartridge and secondary filters is an accepted and proven engineering control that will filter hazardous respirable particulates and make indoor environments safer and healthier.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




