Combustible Dust Safety Q&A
|
Tony Supine, plant manager, and Mike Walters, senior engineer, both of Camfil Air Pollution Control (www.camfilapc.com, 800-479-6801 or 870-933-8048), answer questions from ISHN magazine about combustible dust safety as it relates to dust collection equipment.
What are the NFPA standards that address combustible dust issues?
Tony and Mike: In trying to sort through the list of combustible dust standards, a good starting point for every EHS professional is NFPA 654, the Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing and Handling of Combustible Particulate Solids. Simply stated, NFPA 654 is an all-encompassing standard on how to design a safe dust collection system. It is regarded as the guiding dust document and the most general on the topic, and it will lead you to other relevant documents.
Depending on the nature and severity of the hazard, NFPA 654 will guide you to the appropriate standard(s) for explosion venting and/or explosion prevention, as follows:
- NFPA 68– Standard on Explosion Protection by Deflagration Venting: This document focuses on explosion venting – i.e., on devices and systems that vent combustion gases and pressures resulting from a deflagration within an enclosure, for the purpose of minimizing structural and mechanical damage. The current edition contains much more stringent requirements than past editions, essentially elevating it from a guideline to a standard.
- NFPA 69– Standard on Explosion Prevention Systems: This standard covers explosion protection of dust collectors when venting is not possible. It covers the following methods for prevention of deflagration explosions: control of oxidant concentration, control of combustible concentration, explosion suppression, deflagration pressure containment, and spark extinguishing systems.
- The NFPA recognizes that different industries and processes have varying requirements, and it relaxes or tightens some aspects of its dust standards accordingly. Some of the most commonly employed industry-specific standards are:
- NFPA 61– Standard for the Prevention of Fires and Dust Explosions in Agricultural and Food Processing Facilities.
- NFPA 484– Standard for Combustible Metals.
- NFPA 664– Standard for the Prevention of Fire and Explosions in Wood Processing and Woodworking Facilities.
What are NFPA Performance-Based Codes and why are they useful?
Tony and Mike: The NFPA uses relatively conservative textbook calculations in its standards for explosion protection equipment, and justifiably so. However, using performance-based codes, the NFPA also allows real-world destructive test data to be used in place of its own standard calculations, provided the dust collection supplier can provide adequate data to prove that the collection system is designed to meet a specific set of criteria for a given situation. The use of real-world destructive test data is thus a permissible and sometimes overlooked approach.
An example is actual explosion testing of a dust collector to show that it will stand up to anticipated pressure conditions, instead of using the reduced pressure calculations in NFPA 68. This approach might allow you to install longer duct lengths in a given application; to use a single explosion vent where multiple vents might otherwise have been needed; or even to use explosion venting in place of a more costly chemical suppression system.
Find out if your dust collection supplier can provide real-world test data to assist in a strategy that may help you to avoid over-engineering and save on equipment costs without compromising safety.
What is the role of a hazard analysis?
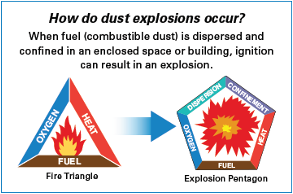
Tony and Mike: The NFPA states that a hazard analysis is needed to assess risk and determine the required level of fire and explosion protection. The first step in this analysis is determining if your dust is explosive.
Most commercial test laboratories offer a low-cost test to establish whether a dust sample is combustible. If the test is positive, then the explosive index (Kst) and the maximum pressure rise (Pmax) of the dust must be determined. Any dust above 0 Kst is now considered to be explosive, and the majority of dusts fall into this category. Your dust collection equipment supplier needs these values to correctly size explosion venting or suppression systems.
What are the dangers of using non-compliant explosion prevention devices?
Tony and Mike: It is not uncommon for products such as back flap dampers to be reverse-engineered by suppliers that do not have an expertise in explosion protection or have chosen not to perform the required testing to satisfy the standards and/or the performance-based provisions.
If an OSHA inspector finds this situation, the plant will have to replace the device and may be fined. Worse still, if a combustible dust problem should occur, there is no guarantee that the device will perform as expected.
Also, there is no such thing as an “NFPA-approved” device. A supplier may correctly state that a device “carries CE and ATEX certifications” and/or is “manufactured in accordance with NFPA standards” – but test data must be available to support these claims.
What basic housekeeping practices should be followed?
Tony and Mike: A common violation reported by OSHA during inspections involves “hazardous levels of dust accumulation in the workplaces due to poor housekeeping practices.” Even diligent cleanup of floors and work surfaces is not enough if more elevated areas are neglected: Dust accumulation on rafters and overhead surfaces or on top of machinery is a frequent culprit in leading to explosions.
The NFPA defines hazardous surface dust as any dust layer of 1/32 inch (0.8 mm) or greater. Use of a listed portable vacuum helps keep the surrounding area free of spilled dust and surface dust. Use of compressed air to control dust is permitted only under certain conditions because it can increase the hazard by creating a combustible dust cloud.
When it comes to the dust collector, a simple but important housekeeping requirement is to change filters when airflow through the system reaches a differential pressure limit as prescribed by the manufacturer or when the pressure drop across the collector is negatively affecting the ability of the dust collection system to capture the dust, thus allowing it to escape into the facility.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!