Ammonia refrigeration
Ammonia, CAS Number 7664-41-7, is one of the most commonly manufactured bulk chemicals in the world. Widely used in fertilizers, plastics, refrigeration, metallurgy, explosives and household products, Ammonia is a toxic, highly reactive, and corrosive gas. Spills and releases pose a significant threat to workers from skin contact, inhalation, fire and even explosion (1).
R-717, Anhydrous Ammonia, occurs naturally in nature and does not damage the environment (Ozone depletion) as Halocarbon Refrigerants do. Ammonia refrigeration is very energy efficient and is the workhorse for processing and bottling in dairy operations, wineries, breweries, fruit and vegetable juice production, and soft drinks.
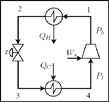
A simple vapor compression cycle is illustrated in Figure 1 (2). Low-pressure vapor (4) is compressed by supplying work (Ws) to produce high-pressure vapor at high temperature (1). This stream is cooled (QH) and condensed to a liquid (2). A control or choke valve reduces the pressure to the original value, resulting in a two-phase mixture (3). This mixture is vaporized and heated (QC) by the evaporator producing super-heated vapor (4) and closing the cycle.
Many variations on this cycle are used to improve efficiency and address the process requirements. These include compressor technology, multiple stages, accumulators, and advanced electronic controls.

Refrigerated areas may have other gases intermittently or continuously present. These include Ethylene, Sulfur Dioxide, Carbon Dioxide, Ozone, Chlorine or Chlorine Dioxide. These gases should be monitored for compliance with the OSHA Air Contaminant regulations, which are detailed in 29 CFR -1910.1000, Tables Z-1 and Z-2. Care must be exercised to ensure that the Ammonia and other installed gas sensors are highly specific and do not cause false alarms by responding to non-target gases.
The engine room is more likely to produce leaks by virtue of the rotating machinery and requires sensors for leak detection, contacts for ventilation fans, plus local and remote annunciation (horns and strobes). Special annunciation may be required in high noise areas. ANSI/ASHRAE Code 15-2004 requires a gas sensor set to alarm at the refrigerant PEL (50 PPM), and insurance companies may dictate emergency ventilation at 150 to 250 PPM with compressor or complete electrical shutdown at higher levels. Note: A ventilation system conforming to the requirements of ANSI/ASHRAE 15-2004, Section 8.12(h) is required for safety and to avoid the area(s) being classified electrically hazardous (Class I, Division 2). More than one sensor is employed for redundancy and the gas detection system and annunciation is typically powered by a UPS System or has 30- or 60-minute battery back up. Vent lines and Condensing units are often monitored to indicate leaking relief valves and Condenser leaks. This is required if the facility has more than 10,000 lbs. of Ammonia in the system (7).
Since Ammonia is lighter than air, sensors are usually placed above or near potential leak sources in the engine room, bottling area and near the Cooling Tower (Condenser). Caution: Ammonia leaks can form a drifting aerosol (8), which disperses slowly. In order to facilitate maintenance, the gas detection transmitters are mounted at eye-level and the sensors have remote gassing adapters for ease of calibration. Sensors may be calibrated off-site and hot-swapped in the facility during regular planned maintenance cycles.
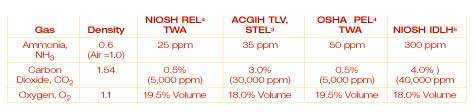
Bottling areas may present another problem, Carbon Dioxide. The TWA for CO2 is 0.5% by volume, but drowsiness occurs at much lower levels. CO2 alarms are set at 0.5% (PEL) and 4.0% (IDLH) by volume. Oxygen monitoring may also be installed, especially in low-lying areas when there is high CO2 use. Oxygen-deficiency alarms are set at 19.5% (Warn) and 18% (IDLH) by volume. Oxygen sensors are mounted in the breathing zone, near personnel and problem areas. Caution, some Oxygen sensors respond positively to Carbon Dioxide, giving a false Oxygen reading. The Ammonia sensors are mounted near the ceiling above the bottling machinery and also near personnel work areas. Alarms are set at 25 PPM (Warn) and 50 PPM (Alarm) for worker exposure, but higher values for ceiling monitoring. The Ammonia feed to the bottling machinery is usually shutdown at 50 PPM indicated in the breathing zone or somewhat higher (100+ PPM) as measured above the machinery.
(2) Optimal operation of an Ammonia refrigeration Cycle, Jørgen Bauck Jensen & Sigurd Skogestad, October 6, 2005
(3) ACGIH: American Conference of Governmental Industrial Hygienists; TLV, Threshold Limit Value, represents the average concentration in ppm or mg/m3 for an 8-hour workday and a 40-hour workweek to which nearly all workers may be repeatedly exposed, day after day, without adverse effect
(4) 29 CFR 1910.1000, Table Z1; PEL, Permissible Exposure Limit, is expressed as an 8-hour TWA, Time-Weighted Average
(5) NIOSH, National Institute of Occupational Safety and Health. REL: Recommended Exposure Limit. IDLH: Immediately Dangerous to Life and Health. Refer to http://www.cdc.gov/niosh/npg/npgd0293.html and http://www.cdc.gov/niosh/idlh/intridl4.html for more information
(6) FM Approvals, 1151 Boston-Providence Turnpike, POB 9102, Norwood, MA 02062 USA, www.fmapprovals.com. Also see FM Approved Product News, Volume 22, No. 1, 2006
(7) 29 CFR 1910.119, Process Safety Management Of Highly Hazardous Chemicals; 40 CFR 68, Chemical Accident Prevention Provisions
(8) In this case a mixture of very fine moisture / Ammonia droplets and Air
R-717, Anhydrous Ammonia, occurs naturally in nature and does not damage the environment (Ozone depletion) as Halocarbon Refrigerants do. Ammonia refrigeration is very energy efficient and is the workhorse for processing and bottling in dairy operations, wineries, breweries, fruit and vegetable juice production, and soft drinks.
Figure 1.
Refrigeration system configuration
Ammonia refrigeration systems consist of the cooling apparatus for the area or processing machinery, a compressor, a cooling heat exchanger and special control valve(s). In the trade, these may be called the coil or evaporator, engine or screw compressor, the cooling tower or condenser and the choke valve.A simple vapor compression cycle is illustrated in Figure 1 (2). Low-pressure vapor (4) is compressed by supplying work (Ws) to produce high-pressure vapor at high temperature (1). This stream is cooled (QH) and condensed to a liquid (2). A control or choke valve reduces the pressure to the original value, resulting in a two-phase mixture (3). This mixture is vaporized and heated (QC) by the evaporator producing super-heated vapor (4) and closing the cycle.
Many variations on this cycle are used to improve efficiency and address the process requirements. These include compressor technology, multiple stages, accumulators, and advanced electronic controls.
Ammonia hazards
Accidental releases of ammonia from refrigeration facilities have resulted in both injuries and deaths to employees, caused from contact with both liquid and vapor forms of Ammonia. Because refrigeration systems operate at elevated pressures, additional care and monitoring must be observed to maintain and operate these systems in full compliance with safety standards.Safety standards
Ammonia is a colorless gas or compressed liquid with an extremely pungent odor. It reacts violently with water and can seriously damage the skin, eyes and respiratory system. The gas has a density of 0.6 relative to air (1.0) and is flammable above 15% by volume in air (1). The major standard and law for Ammonia Refrigeration is ANSI/ASHRAE 15-2004, Safety Standard for Refrigeration Systems, and OSHA 29 CFR 1910.119, Process Safety Management. Various government and public agencies have set mandatory and voluntary airborne hazard exposure standards for Anhydrous Ammonia.Figure 2.
FM approval
Factory Mutual tests, performance certifies and approves low PPM gas detectors for Ammonia (6). The FM approval (Figure 2) is a certification that the sensor can detect low PPM Ammonia, reliably and repeatedly with specified response time and accuracy. Detectors for hazardous classified locations is a separate but concurrent approval. Some manufacturer’s sensors store calibration and other operational data, including peak exposure values and remaining sensor life. At least one maker offers an option to automatically test for response to gas. The latter feature plus the FM performance certification can have a favorable effect on facility hazard analysis for insurance purposes.Refrigerated areas may have other gases intermittently or continuously present. These include Ethylene, Sulfur Dioxide, Carbon Dioxide, Ozone, Chlorine or Chlorine Dioxide. These gases should be monitored for compliance with the OSHA Air Contaminant regulations, which are detailed in 29 CFR -1910.1000, Tables Z-1 and Z-2. Care must be exercised to ensure that the Ammonia and other installed gas sensors are highly specific and do not cause false alarms by responding to non-target gases.
Safety monitoring system
An Ammonia Refrigeration Monitoring System consists of gas sensors located in strategic areas, with a Central Control Unit for monitoring, alarming (annunciation) and shutdown functions. For full compliance with the Process Safety Management regulations, the system must have local and remote annunciation, supervisory notification, and uninterruptible power or battery back-up.The engine room is more likely to produce leaks by virtue of the rotating machinery and requires sensors for leak detection, contacts for ventilation fans, plus local and remote annunciation (horns and strobes). Special annunciation may be required in high noise areas. ANSI/ASHRAE Code 15-2004 requires a gas sensor set to alarm at the refrigerant PEL (50 PPM), and insurance companies may dictate emergency ventilation at 150 to 250 PPM with compressor or complete electrical shutdown at higher levels. Note: A ventilation system conforming to the requirements of ANSI/ASHRAE 15-2004, Section 8.12(h) is required for safety and to avoid the area(s) being classified electrically hazardous (Class I, Division 2). More than one sensor is employed for redundancy and the gas detection system and annunciation is typically powered by a UPS System or has 30- or 60-minute battery back up. Vent lines and Condensing units are often monitored to indicate leaking relief valves and Condenser leaks. This is required if the facility has more than 10,000 lbs. of Ammonia in the system (7).
Since Ammonia is lighter than air, sensors are usually placed above or near potential leak sources in the engine room, bottling area and near the Cooling Tower (Condenser). Caution: Ammonia leaks can form a drifting aerosol (8), which disperses slowly. In order to facilitate maintenance, the gas detection transmitters are mounted at eye-level and the sensors have remote gassing adapters for ease of calibration. Sensors may be calibrated off-site and hot-swapped in the facility during regular planned maintenance cycles.
Bottling areas may present another problem, Carbon Dioxide. The TWA for CO2 is 0.5% by volume, but drowsiness occurs at much lower levels. CO2 alarms are set at 0.5% (PEL) and 4.0% (IDLH) by volume. Oxygen monitoring may also be installed, especially in low-lying areas when there is high CO2 use. Oxygen-deficiency alarms are set at 19.5% (Warn) and 18% (IDLH) by volume. Oxygen sensors are mounted in the breathing zone, near personnel and problem areas. Caution, some Oxygen sensors respond positively to Carbon Dioxide, giving a false Oxygen reading. The Ammonia sensors are mounted near the ceiling above the bottling machinery and also near personnel work areas. Alarms are set at 25 PPM (Warn) and 50 PPM (Alarm) for worker exposure, but higher values for ceiling monitoring. The Ammonia feed to the bottling machinery is usually shutdown at 50 PPM indicated in the breathing zone or somewhat higher (100+ PPM) as measured above the machinery.
Emergency responders
The fire marshall may require notification of a facility alarm during or after normal business hours. This situation requires that the leak location(s) and the concentration of Ammonia be understood so that the responders know whether personal protective equipment beyond respirators is required. For large Ammonia refrigeration systems, training of facility and responder personnel in advance, according to the approved Risk Management Prevention Plan is mandatory.Best practices
Ammonia releases are certain in such systems due to the nature of the equipment and operating pressures, but can be limited in frequency and severity with proactive maintenance practices, appropriate area monitoring systems, safety program planning, personnel training, and communication with local emergency responders. Many Ammonia refrigeration users are willing to share their Risk Management Prevention Plan or Process Safety Management Plan. Professional associations and equipment vendors are also excellent resources. Industry groups, various agencies and regulatory web sites provide a wealth of examples and information for downloading.REFERENCES
(1) NFPA Fire Protection Guide to Hazardous Materials, 2001 Edition. The LEL (Lower Explosive Limit) of Ammonia is 15% in Air(2) Optimal operation of an Ammonia refrigeration Cycle, Jørgen Bauck Jensen & Sigurd Skogestad, October 6, 2005
(3) ACGIH: American Conference of Governmental Industrial Hygienists; TLV, Threshold Limit Value, represents the average concentration in ppm or mg/m3 for an 8-hour workday and a 40-hour workweek to which nearly all workers may be repeatedly exposed, day after day, without adverse effect
(4) 29 CFR 1910.1000, Table Z1; PEL, Permissible Exposure Limit, is expressed as an 8-hour TWA, Time-Weighted Average
(5) NIOSH, National Institute of Occupational Safety and Health. REL: Recommended Exposure Limit. IDLH: Immediately Dangerous to Life and Health. Refer to http://www.cdc.gov/niosh/npg/npgd0293.html and http://www.cdc.gov/niosh/idlh/intridl4.html for more information
(6) FM Approvals, 1151 Boston-Providence Turnpike, POB 9102, Norwood, MA 02062 USA, www.fmapprovals.com. Also see FM Approved Product News, Volume 22, No. 1, 2006
(7) 29 CFR 1910.119, Process Safety Management Of Highly Hazardous Chemicals; 40 CFR 68, Chemical Accident Prevention Provisions
(8) In this case a mixture of very fine moisture / Ammonia droplets and Air
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


