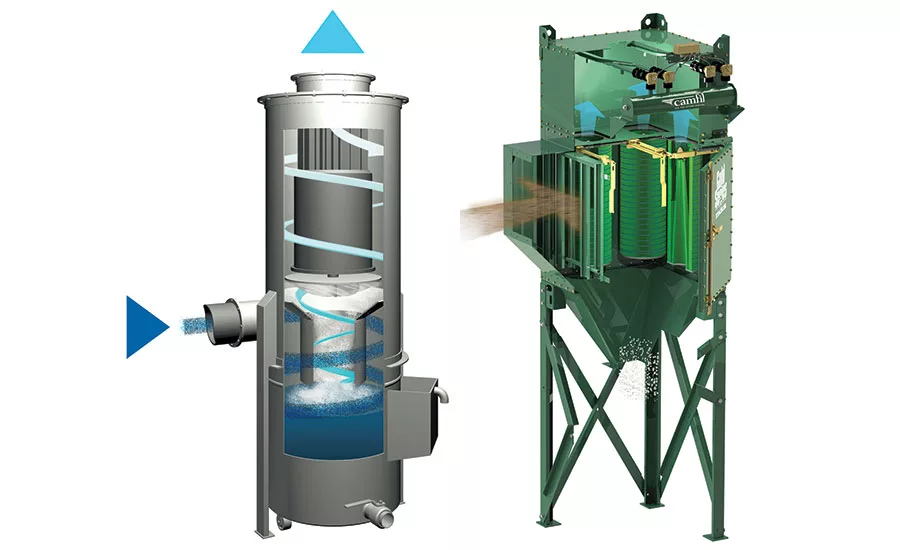
Wet or dry collection to control combustible dust
Combustible dust explosions are a risk in virtually any industrial manufacturing facility. Materials that are combustible as a solid will usually present a deflagration and/or explosion hazard when finely divided into fine particulate through various manufacturing processes. Combustible dusts include most organic materials and many metals.
Wet scrubbers and dry media dust collectors are two very different technologies used to capture these dusts. EHS managers are faced with a balancing act of finding the best and most cost-efficient equipment to minimize explosion hazards while also keeping emissions below required thresholds to safeguard workers’ health.
What is the best equipment for your application?
Dry dust collectors
High efficiency cartridge media collectors are the dry dust collectors that are the most popular for capturing industrial dusts. They are available with a wide choice of primary filtration media that can achieve very high efficiencies on fine particulate. Specialized media deliver additional properties such as fire resistance, static conductivity and resistance to adhesive materials. Typically, dust-laden air enters the collector through a baffled inlet and is collected on the filter media. Periodic bursts of compressed air dislodge the dust from the filters and into a hopper, which must be emptied periodically to keep dust from backing up into the collector.
Wet collectors
“Wet” dust collectors, also called wet scrubbers, filter dust by impingement with water droplets. The smaller the droplet, the more efficient the scrubber. Various designs incorporate spray nozzles, misters, cyclonic action, venturi dispersion, and/or wet impingement configurations to capture the dust. Once captured, the water and dust drop into a settling tank where they are separated by gravity or the dust is skimmed from the surface.
Wet scrubber filtration efficiencies are dependent on a number of factors, the most important being particle size of the dust. For particles of less than 10 microns, a venturi-style scrubber should be used. The high velocities through the venturi create a fine mist that helps capture the smaller particles, but it also increases the energy requirements due to the high velocities going through the venturi. If the particle size is over 10 microns, a cyclonic or centrifugal type wet collector will save significantly on energy.
Wet scrubbers
An important advantage of wet scrubbers is that they inherently control the combustibility of a dust. When combustible dust particles are captured into the scrubbing liquid, they are no longer in contact with oxygen, and the combustible dust hazard is controlled.
As a general rule of thumb, wet scrubbers work best for:
• Light loading applications, such as grinding of large particles
• Very sticky dusts
• Dusts with high Kst values, typically of 150 Kst and above. Kst is defined as the rate of pressure rise and is a commonly recognized measure of a dust’s explosive power.
• Specific applications where dry collectors do not meet NFPA standards, such as the “iums” – e.g., aluminum, hafnium, magnesium, niobium, tantalum, titanium and zirconium.
Dry dust collection
For applications that do not fit the above criteria, dry dust collection should be the technology of choice. Again, speaking generally, that would encompass large airflow and high dust loading applications and dusts with Kst values below 150, though higher Kst dusts are sometimes handled with dry collectors. Since dry media collectors are inherently at higher risk of a combustible dust explosion, they require more ancillary explosion protection equipment to meet NFPA standards and control the hazards.
Dry dust collection systems offer a number of operational advantages over wet scrubbers. Efficiencies are much lower on wet collectors when dealing with 10 micron and smaller particles. They require clean water, with a concentration of dust particulate below five percent by volume, which can become challenging in higher dust loading applications. Wet systems also require more maintenance and run at much higher horsepower requirements, especially when capturing particle sizes of <2 micron. When hazardous dusts are involved, disposing of wet materials may be costlier than disposing of dry materials due to regulations.
To prevent explosions…
Also, many metal dusts tend to react with water to produce hydrogen gas. To prevent gas explosions, sump tanks on wet systems must be stringently monitored and controlled to ensure that the tanks are continuously ventilated, do not run dry and are not allowed to collect too much particulate.
Sometimes the choice between a wet vs. dry media system will not be clear cut. Dust testing is the first step in the decision-making process. Lab testing pinpoints physical properties of the dust that affect filter efficiency and performance, and explosibility testing determines combustible and explosive properties. Explosibility testing is essential in analyzing the best type of collection system (wet or dry) for an application as well as the explosion protection or prevention equipment to use on the dust collector and related components.
Hazard analysis is a must
A hazard analysis, conducted by an engineer knowledgeable about the process, will also be needed to identify the full range of combustible dust deflagration, fire and explosion hazards specific to the application. Methods for hazard analysis are spelled out in applicable NFPA standards, including NFPA 484: Standard for Combustible Metals, the standard that best covers wet collection.
Recent NFPA standard
Readers are also urged to become familiar with the recently published NFPA 652: Standard on the Fundamentals of Combustible Dust, which introduces the concept of Dust Hazard Analysis (DHA), a new simplified methodology targeted toward factories involved in more basic processes involving simple dust collection systems.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!